Производство магнитов по вашему техническому заданию с требуемыми характеристиками и намагниченностью.
В нашем магазине Вы найдете различные магниты, попробовать, пощупать и сможете купить магнит для своих задач и требований.
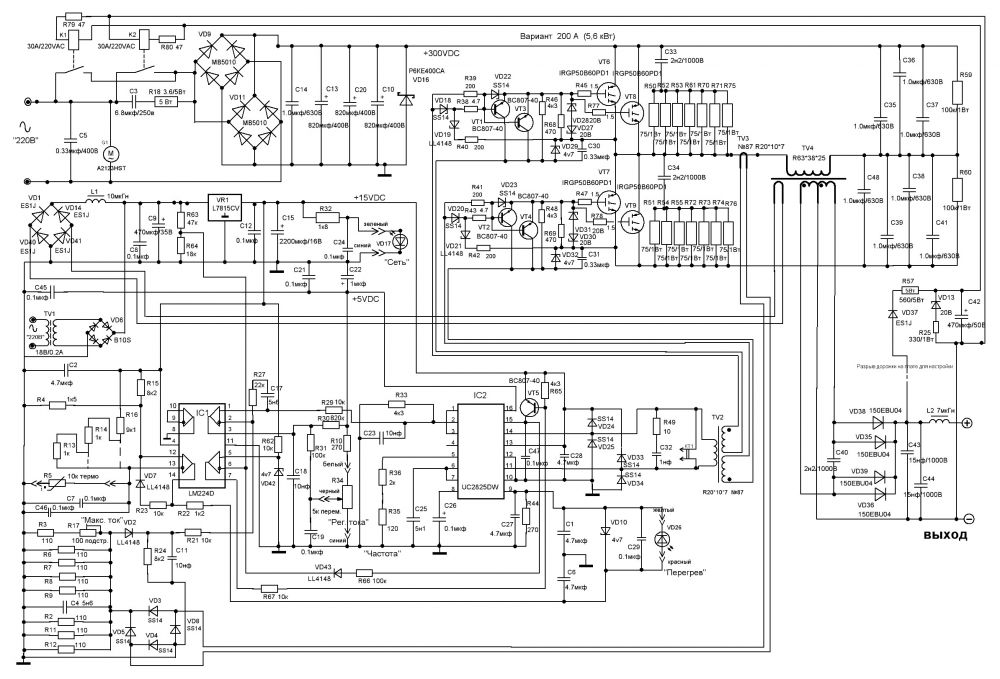
Описание Электрическая схема сварочного аппарата Дон 200
Электрическая схема сварочного аппарата Дон 200 производства 2009-2010г.
на сайте производителя
Принцип работы сварочного инвертора.
Принцип работы инверторного сварочного аппарата основан на том, что сетевое напряжение частотой 50 Гц, пройдя через фильтр и выпрямитель, преобразуется до частоты 25-50Кгц, благодаря чему появляется возможность заменить крупногабаритный силовой трансформатор на высокочастотный, что резко снижает массогабаритные показатели. Применение принципа широтно-импульсной модуляции обеспечивает удобное и точное управление силой сварочного тока и другими параметрами, а также обеспечивает стабильность и устойчивость горения дуги. Современный инверторный сварочный аппарат потребляет в 2-3 раза меньшую мощность по сравнению с выпрямителями традиционной конструкции, имеет КПД 85-90%, малые габариты и вес, высокую электробезопасность. В отличие от обычных сварочных выпрямителей, у которых силовой трансформатор работает на частоте сетевого напряжения 50 Гц, сварочный инвертор использует ток высокой частоты (десятки килогерц). Повышение частоты тока, протекающего через силовой трансформатор, позволило существенно уменьшить его массу и габариты. Если у обычных выпрямителей величина, характеризующая отношение сварочного тока к массе, равна 1-1,5 А/кг, то у сварочных инверторов, собранных на «скоростных» тиристорах, этот показатель вырос до 4-5 А/кг. Основным принципом работы сварочного инвертора является многократное поэтапное преобразование электрической энергии. Можно выделить основные этапы преобразования тока в сварочном инверторе: выпрямление переменного сетевого напряжения частотой 50 Гц в первичном выпрямителе, собранном из силовых диодов по мостовой схеме; преобразование полученного выпрямленного напряжения с повышенными пульсациями в переменное напряжение высокой частоты с помощью инвертирующего преобразователя; понижение переменного напряжения высокой частоты импульсным высокочастотным трансформатором до значения, соответствующего напряжению сварки, с формированием необходимого вида вольтамперной характеристики; преобразование вторичным выпрямителем переменного напряжения высокой частоты, имеющего величину сварочного напряжения, в постоянное напряжение со сглаживанием пульсаций тока. Инверторные сварочные аппараты, получившие распространение благодаря технологии преобразования тока и появлению соответствующих деталей, работают на базе МОП-транзисторов высокой мощности для преобразования рабочей частоты 50/60Гц в более высокую частоту (100 кГц и выше). Затем напряжение понижается, и происходит регулирование тока. При помощи широтно-импульсной модуляции обеспечивается питание сварочной дуги постоянным током большой мощности. Благодаря применению инверторной технологии переключения мощности удалось уменьшить вес и размеры основного трансформатора сварочного аппарата и увеличить эффективность на 30%. Кроме того, в системе электрода дуги используются принципы высоких частот.